



Алатите за кревање челични конструкции се произведени од Liweiyuan, професионален производител на челични конструкции во Кина. Ние користиме извонредна изработка и висококвалитетни суровини. Можете да ги купите нашите производи со доверба бидејќи ги продаваме директно од фабриката.
1. Капацитет на оптоварување на алатот за подигнување
Врз основа на тежината на компонентите на челичната конструкција (5-50 тони), номиналната оптовареност на алатот за подигање е определена да биде не помала од 60 тони, со безбедносен фактор ≥ 3,5. Материјалот што се користи е нисколегиран челик Q355B со јачина на отстапување ≥ 345 MPa.
2. Структурна форма
Се користи структура на портална рамка со двојна точка за подигнување, со прилагодлива должина на долгото светло од 11,5 m. Аголниот челик 80*80Q355B се користи кај јазлите за подигање на алатот, а на јазлите се додадени зајакнувачки ребра со дебелина од 16 mm.
3. Метод на поврзување
Навртките за подигнување се дизајнирани како структура со двојна плоча со отвор од 50 mm и дебелина од 20 mm. Заварувањето со целосна пенетрација се користи на гредата (одделение за заварување 2), со висина на ногата на заварот ≥ 12mm.
1. Главни спецификации на материјалот
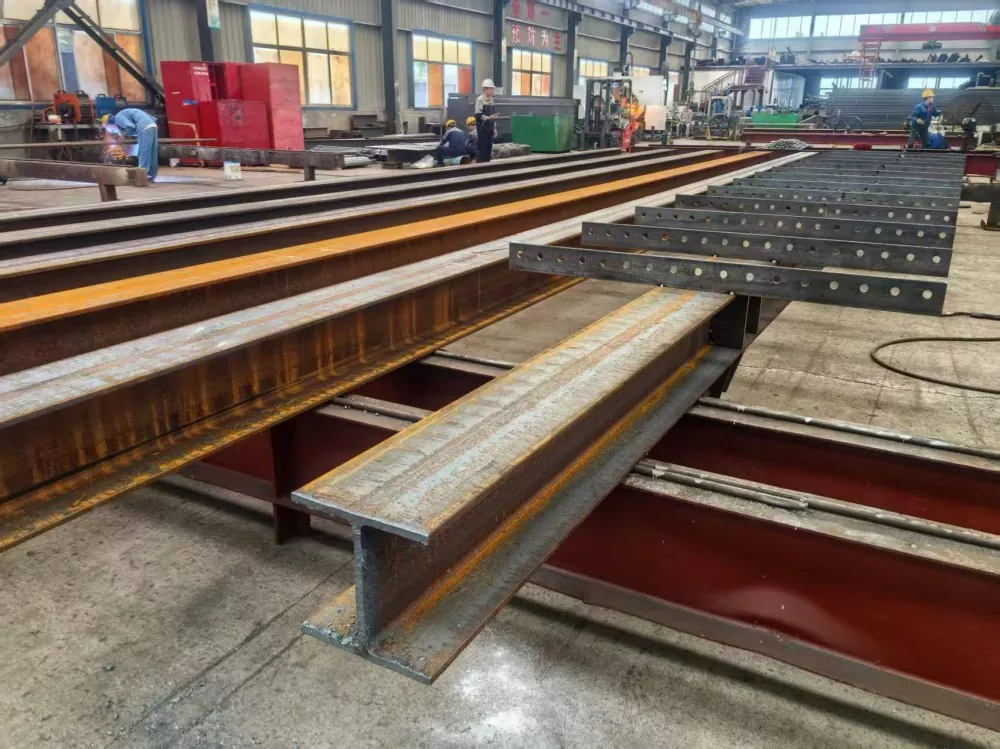
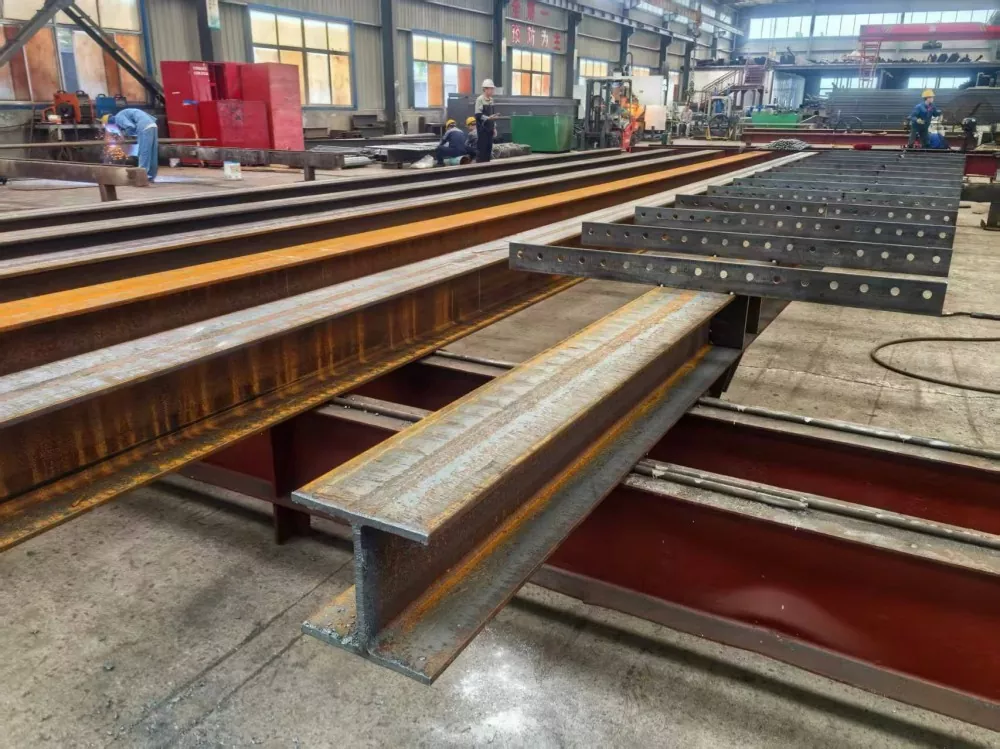
○ Попречно зрак: H300×200×8×12 челик
○ Јазол за виси алат: 80*80 Q355B аголен челик
○ Врвка за подигнување: Ласерски пресек од челична плоча Q355B со дебелина од 20 mm
2. Технологија на обработка
○ Сечење: CNC ласерско сечење, грубост на површината на исечената површина Ra ≤ 25μm
○ Заварување: заварување заштитено со CO2, жица за заварување ER50-6, зачувување на топлина по заварувањето на 200°C за ослободување од стресот
○ Термичка обработка: навртките за подигнување се подложуваат на третман на гаснење и калење (тврдост HB 200-230)


1. Механизам на попречно светло за прилагодување
· Телескопскиот спој усвојува вгнездена структура со опсег на прилагодување од 500 mm. Опремен е со три комплети дупки за лоцирање на иглички (16mm дијаметар) и опремен со челични иглички за лоцирање 45# (со иглички против паѓање).
· Површините за контакт на лизгање се подмачкани со MoS2 маст, а клиренсот се контролира во рамките на 0,5-1mm.
2. Склоп на бандаж за подигнување
· Растојание од 80 мм помеѓу плочите на навртките, вграден валчесто лежиште Φ55 мм (модел NA4911), седишта на лежиштето и наместување за пречки (H7/R6)
· Пин изработен од 40CrNiMoA, 50mm дијаметар, хромиран (0,05mm дебелина)
3. Нога за поддршка што не се лизгаат
· На дното е поставена правоаголна потпорна плоча со димензии 200×200×20 mm, со заби против лизгање на површината (длабочина на забите 2 mm, растојание 5 mm).
· Висината на потпорната нога може фино да се намести со завртка за прилагодување M42 (опсег на прилагодување ±50mm).
1. Инспекција на заварување
Сите главни завари се подложени на 100% пенетрантно тестирање (PT), а Т-зглобовите се подложени на 20% ултразвучно тестирање (UT), поминувајќи го I ниво.
Димензионално отстапување на филетите за заварување ≤ ±1,5mm, отстапување на исправноста ≤2mm/m.
2. Димензионални толеранции
○ Девијација на целата должина на зракот: ±3mm
○ Отстапување на растојанието од точката на кревање: ±2mm
○ Целокупна вертикалност: ≤1,5 mm/m
3. Тестирање на перформансите
○ Тест за номинално оптоварување: Статичко оптоварување од 1,25 пати повеќе од номиналното оптоварување за 1 час, трајна деформација ≤0,1%.
○ Тест за динамичко оптоварување: Циклично оптоварување 1,1 пати повеќе од номиналното оптоварување за 50 секунди. 0 пати (фреквенција 0,5 Hz)

1. Инсталиран уред за заштита од преоптоварување (модел XZ-100, точност ±2%), кој автоматски го исклучува колото за подигнување ако преоптоварувањето надмине 10%.
2. Инсталиран е звучен и светлосен алармен систем (работен напон DC24V), кој се огласува кога предоптоварувањето на завртките паѓа за 15%.
3. Сите изложени подвижни делови се опремени со заштитна мрежа (големина на решетката ≤ 20mm), ткаена со Φ4mm ладно влечена челична жица.
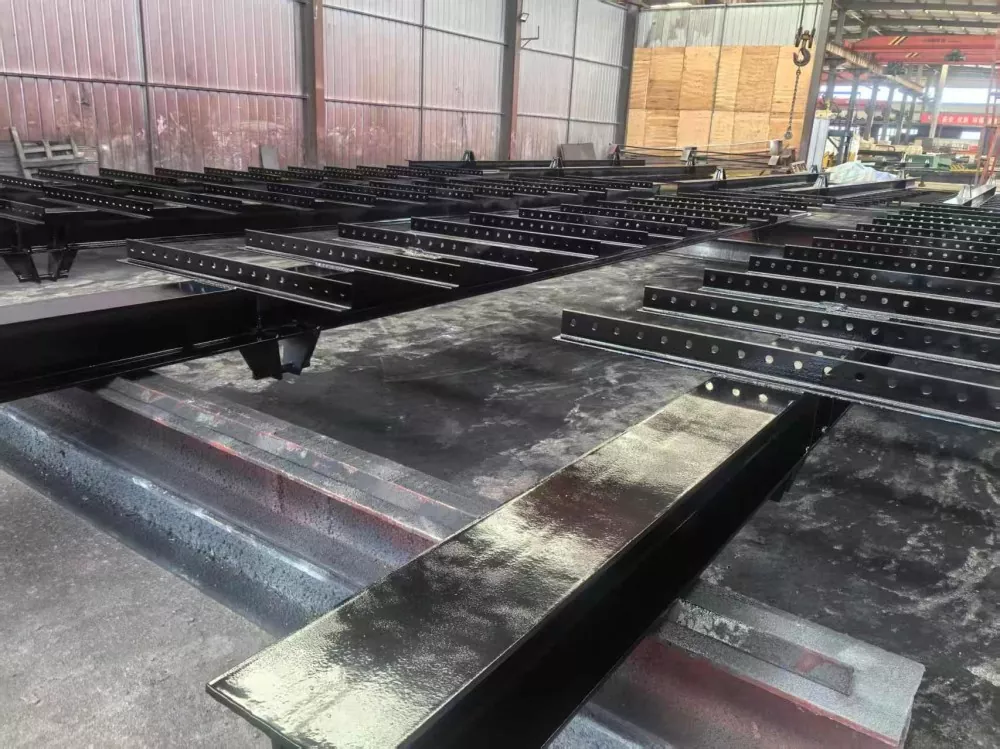
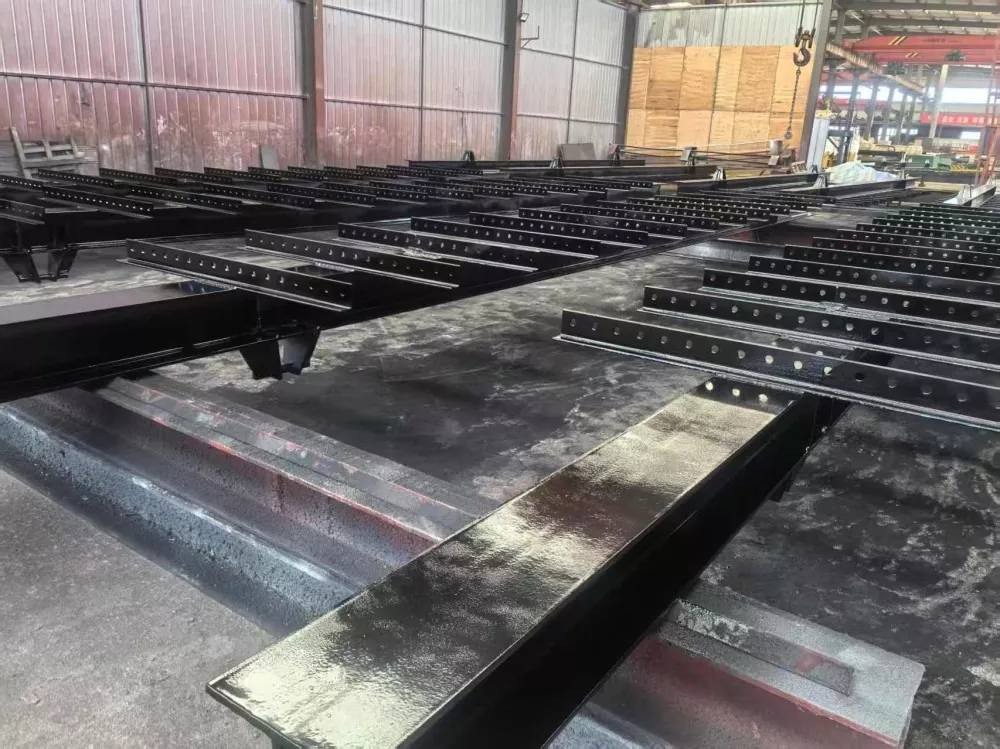
1. Проверка на суровината → CNC ласерско сечење → Машинска обработка (мелење, дупчење) → Заварување → термичка обработка по заварување → зацрвстувањето → монтажа → полирање → површинска обработка (пескарење до степен Sa2.5, епоксиден прајмер богат со цинк 80μm + хлорирана со гума 0 мм).
2. Клучни контролни точки на процесот: Следење на деформациите при заварување (со користење на метод на цврсто прицврстување и обратна деформација), тестирање на вртежниот момент пред оптоварување на завртките (според спецификациите GB/T 1231 мора да се следи, со коефициент на вртежен момент контролиран во рамките на 0,11-0,15.
1. Обезбедете комплетни цртежи на дизајнот (вклучувајќи CAD 3D модели), гаранција за материјали и извештај за термичка обработка.
2. Извештајот за инспекција од трета страна треба да содржи: евиденција за испитување на механичката сопственост, дијаграми за тестирање без уништување и извештаи за димензионална инспекција.
3. Прикачете Упатство за корисникот и одржувањето (вклучувајќи каталог на делови, табела со циклуси на подмачкување и вообичаен водич за отстранување проблеми).
1. Пред секоја употреба, проверете: состојбата на иглите за лоцирање, пукнатините на заварот, порастот на температурата на лежиштето (≤40°C) и ефективноста на алармниот систем.
2. Преоптоварувањето е строго забрането. Опсегот на работна температура е -20°C до 60°C, а максималната брзина на ветерот не надминува 12 m/s.
3. Редовно одржување: Извршете сеопфатна проверка на секои 50 кревања или на секои три месеци и вршите калибрација на товарот годишно.
IX. Квалитет на дизајн на челична конструкција Liweiyuan
Liweiyuan Steel Structure е водечки производител на различни производи од челична конструкција и метални производи во Кина. Можеме да прилагодиме различни решенија за метални производи и да им обезбедиме на клиентите висококвалитетни, евтини производи од челична конструкција и метални производи. Можеме да им обезбедиме на клиентите материјали и дизајни на челични конструкции кои се во согласност со националните и регионалните стандарди, вклучително и оние од САД и Европа.
1. Што се случува ако се појави проблем со квалитетот на производот?
Доколку добиеме квалитетни повратни информации, ветуваме дека ќе одговориме во рок од 24 часа и ќе обезбедиме решение во рок од 48 часа. Ако проблемот е наша вина, можеме да обезбедиме бесплатна преработка, забрзана повторна испорака (трошоците за испорака покриени од нас) или компензација според договорот, во зависност од потребите на клиентот.
2. Како да обезбедиме постојан квалитет на производот? Дали имаме сеопфатен процес на проверка на квалитетот?
Нашата компанија е сертифицирана ISO9001-2016 и спроведува три нивоа на проверка на квалитетот: состав на челик и тестирање на цврстина пред да пристигнат суровините; Персоналот за КК спроведува инспекции и целосно го евидентира секој производствен процес; а податоците од тестот се целосно архивирани за лесен пристап на клиентите.
3. Дали нашите производи од челична конструкција ги исполнуваат влезните стандарди на нашиот целен пазар?
Нашите алатки за подигнување на челична конструкција Liweiyuan се CE сертифицирани (стандард EN1090), со што се обезбедува усогласеност со барањата за безбедност, заштита на животната средина и енергетска ефикасност на ЕУ. Достапни се целосни извештаи од тестот.
4. Колку е времето на испорака?
Времето на испорака зависи од големината и бројот на зградите. Општо земено, испораката е во рок од 30 дена по добивањето на плаќањето. Дозволени се делумни пратки за големи нарачки.
5. Дали обезбедувате услуги за инсталација?
Ќе ви обезбедиме детални градежни цртежи и прирачници кои ќе ви помогнат да ја изградите и инсталирате зградата чекор по чекор.









